Монтаж трубопроводов из высокопрочного чугуна с шаровидным графитом
Сборка труб из ВЧШГ
Монтаж раструбных соединений труб из ВЧШГ производится в следующем порядке:
1. Убедиться в наличии фаски на гладком конце трубы и ее хорошем состоянии. Если это отрезок трубы, необходимо нанести фаску повторно и проверить диаметр трубной заготовки на допустимые размеры для гладкой части трубы. Значения размеров гладкой части трубы и размеров фаски представлены в таблице в руководстве по использованию трубопроводов из ВЧШГ ООО ЛТК «Свободный сокол» (стр. 13, 15). В противном случае вы не сможете произвести сборку труб.
2. После подготовки на гладкий конец трубы наносится смазочная паста. Паста наносится с помощью кисти в разумных количествах.
3. Перед установкой манжеты необходимо тщательно скребком (комплект для монтажа и смазка поставляется ООО ЛТК «Свободный сокол» стр.78) очистить внутреннюю поверхность раструба. Особое внимание следует уделить углублению под манжету.

4. Кисточкой необходимо удалить все частички грунта, песка, и т.д.

5. Установка манжеты проводится в стороне от траншеи. Предварительно необходимо проверить состояние манжеты: трещины и порыв на ней не допускаются. Для того, чтобы вставить манжету в раструб, ей надо придать форму «сердца» с губообразным выступом, который должен быть направлен к нижней части раструба. Приложив радиальное усилие к манжете, необходимо установить ее на свое место.
6. После установки манжеты на её открытую поверхность наносится смазочная паста. Паста наносится с помощью кисти в разумных количествах.

7. После этого необходимо отцентрировать гладкий конец в раструбе и зафиксировать такую позицию с помощью двух холмиков утрамбованного грунта, или лучше гравия. Затем гладкий конец запрессовывается в раструб, предварительно удостоверившись, что все правильно выровнено.После запрессовки труб в случае использования труб с соединением типа «RJ» необходимо вставить стопора и раскрепить их.
На гладком конце трубы должна быть нанесена заводская метка для правильной сборки раструбных соединений.

Монтажная метка (заводская маркировка)
Если ее нет, на укладываемую трубу на расстоянии от среза, равном глубине раструба минус 10 мм, наносится метка. Значения размеров для маркировки представлены в таблице в руководстве по использованию трубопроводов из ВЧШГ ООО ЛТК «Свободный сокол» (стр. 79).
Трубы, маркированные на месте, запрессовываются до тех пор, пока отметка не сравняется с передней кромкой раструба, а маркированные на заводе запрессовываются до тех пор, пока первая отметка не исчезнет в раструбе. Запрещено проталкивать трубу дальше этой метки.

Монтажная метка (маркировка на месте)
Контроль сборки раструбного соединения
Последней операцией по сборке труб является контроль правильности установки манжеты после запрессовки. Контроль осуществляется металлическим щупом, который вставляется в зазор между раструбом и трубой до касания манжеты. Щуп должен погружаться на одну и ту же глубину по всей окружности. После проверки можно гарантировать, что протечки в данном соединении не будет, т.к. это гарантируется конструкцией раструбной части трубы.
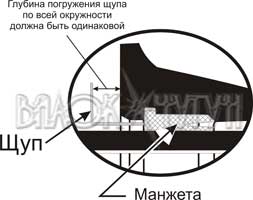
Проверка сборки раструбного соединения
Наплавка валика под соединенние RJ
При использовании на монтаже труб немерной длины (менее 6 м) их гладкие концы необходимо предварительно обрезать до требуемой длины и обработать ручной шлифовальной машинкой. Для гарантированной стыковки труб после обрезки рекомендуется укорачивать трубы на длину до 2/3. Заводом «Свободный сокол» выпускаются специальные калиброванные трубы со специальной маркировкой, которая указывает, на какую максимально допустимую длину возможно отрезание трубы.

Маркировка калиброванных труб
При размерах диаметра больше допустимых для гладкой части трубы невозможно будет произвести стыковку труб. После подготовки необходимо восстановить защитное покрытие в местах реза и заточки (покрытие битума и цементно-песчаное покрытие).
В случае необходимости на гладкий конец трубы необходимо наплавить валик для соединения RJ. Для выполнения этой операции Вам потребуется:
- Электрический сварочный аппарат постоянного тока, дающий как минимум 160 А;
- Электрическая шлифовальная машинка;
- Сварочные электроды на железоникелевой основе;
- Медное направляющее кольцо (одно на диаметр) для позиционирования шва.
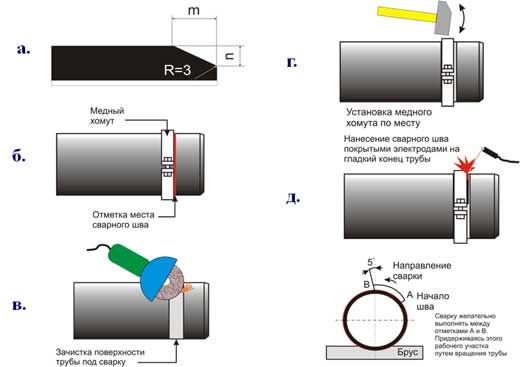
Технология нанесения сварного шва на трубу
- После обрезки на гладком конце трубы необходимо зачистить край среза и снять фаску. Значение размеров фаски представлены в таблице в руководстве по использованию трубопроводов из ВЧШГ ООО ЛТК «Свободный сокол» (стр. 106).
- Отметить место нанесения валика на гладком конце при помощи медного кольца. Сделать кольцевую отметку.
- Тщательно зачистить участок для наплавки валика, шириной 25 мм. Зачистка не должна повлиять на толщину трубы.
- Установить и зажать медное кольцо непосредственно за местом будущего валика, при этом необходимо обратить внимание на размер валика сварного шва и его расположение на гладком конце трубы. Данные вы можете найти в таблице в руководстве по использованию трубопроводов из ВЧШГ ООО ЛТК "Свободный сокол" (стр. 83). После того, как кольцо было выставлено и зажато, необходимо его слегка простучать молотком для плотного прилегания к трубе.
- Сварной шов наносится по медному кольцу с целью получения плоского выступа, вертикального по отношению к трубе. Валик наносится за один проход, покрытыми электродами диаметром 3,25 мм.
Работать желательно между отметками А и В, придерживаясь этого рабочего участка путем вращения трубы. После сварки зачистить наплавленный валик от шлака и произвести восстановление внешнего защитного покрытия.